砂芯气体的产生:砂芯中的化学粘合剂与液态金属接触,温度急剧上升,产生气体。这部分气体会在砂芯内部产生高气体压力,同时产生砂芯内部气体速度,通过砂芯排气逃逸。
- 砂芯气体要分析什么?
- 如何提高砂芯排气设计和减少缺陷?
重点关注砂芯内部
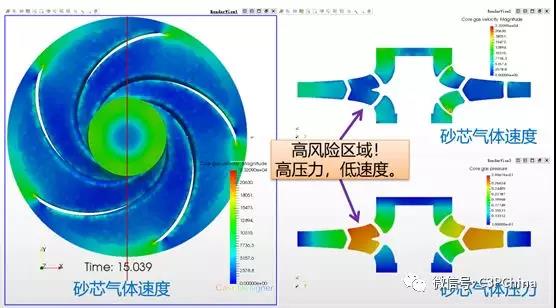
高压力,低速度区域
这些区域的气体压力高,但速度低,代表气体无法正常逃逸。设计砂芯排气时,应尽可能快速地把砂芯的气体排出去,不让气体反窜到铸件中,形成气孔缺陷。
对于内腔形状复杂的铸件,砂芯的排气质量会影响到整个铸件的质量。为了保证砂芯排气畅通,在砂芯制作和造型时,加入了排气介质。当浇注时,埋在砂芯中的排气介质受热被快速气化,形成一条完整的排气通道,从而保证砂芯排气畅通。
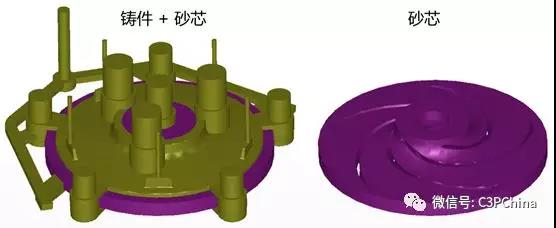
以上是某叶轮铸件,砂芯形状比较复杂。
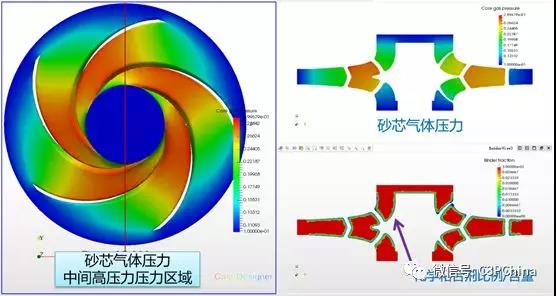
砂芯气体压力来自于化学粘合剂受热产生的气体。在砂芯的中间部位,气体压力很高,同时气体无法逃逸,将有可能反窜到铸件中,形成气孔缺陷。
砂芯气体可以从顶部、底部和外部逸出,但砂芯中部气体逃逸困难。这部分气体将反窜到铸件中,产生气孔缺陷。解决办法是在砂芯内部增加排气道。
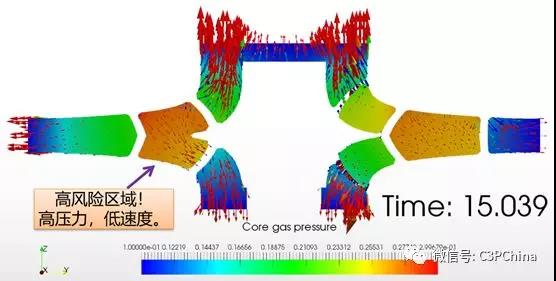
箭头指示高风险区域,气体压力高,但速度低,代表气体无法通过正常排气。通过Cast-Designer的分析,找到关键区域,增加排气道。
传统铸造工艺制作砂芯方法:
传统的铸造工艺制作方法是采用射芯机把砂芯直接射出来,或是采用手工制芯的方法,在芯盒中填入砂芯,待砂芯固化后,开模取出砂芯。在砂芯修整过程中,需要对砂芯钻排气孔,铸型浇注后,砂芯中的气体就会通过排气孔把气体排出。此方法看似简单,但操作非常不方便,又不能保证砂芯排气通道的畅通。在砂芯修整时,采用手电钻砂芯排气孔,钻孔准确度不能保证,有时钻偏就会将砂芯钻穿,导致砂芯保费。大型机体的砂芯比普通砂芯长,钻孔的难度加大,这样就难以保证砂芯的排气畅通,有可能导致铸件气孔的产生。
采用新工艺制作砂芯的方法:
采用的制芯新工艺就是在砂芯中预埋排气介质(采用泡沫塑料充当排气介质),目前生产的大型铸件因砂芯尺寸过大,无法上射砂机制作砂芯,只能采用手工制作。砂芯制作过程中为防止砂芯烧结,通常选用耐火度较高的砂芯作面砂,耐火度较低的砂芯作背砂,此种用法可以节省砂芯的生产成本。先在芯盒中填入部分面砂,埋入泡沫塑料(注意泡沫塑料与砂盒芯头处型腔接触),保证泡沫塑料能到砂芯的芯头处,方便排气。再向芯盒填满面砂和背砂,压实,刮平,待树脂砂自然硬化后即可起模,得到所要的砂芯。在后序的处理中,只需对砂芯进行修补或修平披风即可。
对于内腔形状复杂的铸件,砂芯的排气质量会影响到整个铸件的质量。为了保证砂芯排气畅通,在砂芯制作和造型时,加入了排气介质。当浇注时,埋在砂芯中的排气介质受热被快速气化,形成一条完整的排气通道,从而保证砂芯排气畅通。
C3P中国技术支持中心
Latest posts by C3P中国技术支持中心 (see all)
- 离心铸造的应用范围有哪些 - 2018年12月10日
- 热裂是什么 - 2018年11月21日
- 离心铸造的方法有哪些 - 2018年11月19日