真空/高真空压铸,已经不是什么新鲜话题了。随着环保和乘用车轻量化需求的日益增长,新型车身结构件的需求也显著增加。由于真空压铸件内气孔很少,使得铸件可以进行后续热处理来改善组织状态,甚至可以用于焊接,从而可以生产要求耐压、强度高和要求进行热处理的高质量压铸件。
(传统的车身结构件,一般是用结构钢板,冲压成型后进行焊接,或使用紧固件连接。这样的结构重量大,连接点多,需要多道工序才能获得复杂的车身结构。如改用轻合金薄壁大型铸件,一方面可取得显著的减重效果; 另一方面,由于只使用一个零件即可获得复杂的结构,从而减少了成型和连接环节。)
真空系统是在高压铸造中,通过抽除模具型腔内的气体,显著减少压铸件内的气孔和溶解气体,从而提高压铸件力学性能和表面质量的重要手段。
过去,工程师往往比较喜欢对比不同的真空度所造成的流态的影响,但事实上,在高压状态下,气体背压对于流态的影响是比较少的。同时,随着真空度的提高,微小的流态变化分析意义不大。
分析真空系统和排气道设计的工业意义在于得到以下问题的答案:
1)还有多少空气留在型腔内?
2)这些气体分布在什么地方?
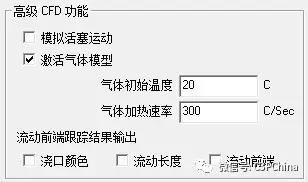
Cast-Designer v7.2新增加了 真空系统分析 和 背压分析 并精确到考虑外部压力、真空系统排气率、初始型腔气体温度及气体加热速率,由此带来的气体膨胀产生的压力变化
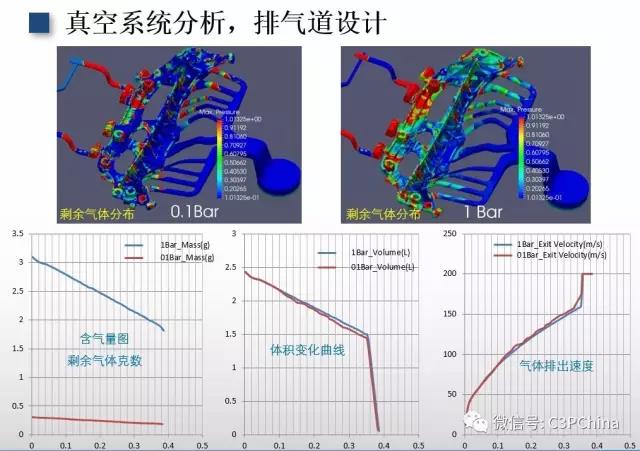
气体压力(背压):当压射转换位高速压射后,型腔内的气体受到冲头的快速压缩使得压力增大。填充末端的气体形成了背压。通过背压的高数值区域,就可以判断气体停留位置。
注意:为了保证排气效果良好,排气槽在金属液充型过程中必须保持畅通,以方便型腔内的气体始终都能排除到型腔外部。
含气量:在不同的真空度下,剩余的气体质量。通常,这些气体会分散在压铸件表皮下便形成弥散的针孔。因此,含气量越大,这些针孔缺陷风险就越高。
C3P中国技术支持中心
Latest posts by C3P中国技术支持中心 (see all)
- 离心铸造的应用范围有哪些 - 2018年12月10日
- 热裂是什么 - 2018年11月21日
- 离心铸造的方法有哪些 - 2018年11月19日