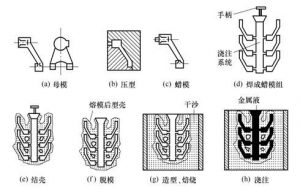
熔模铸造又称失蜡铸造,包括压蜡、修蜡、组树、沾浆、熔蜡、浇铸金属液及后处理等工序。失蜡铸造是用蜡制作所要铸成零件的蜡模,然后蜡模上涂以泥浆,这就是泥模。泥模晾干后,放入热水中将内部蜡模熔化。将熔化完蜡模的泥模取出再焙烧成陶模。一经焙烧。一般制泥模时就留下了浇注口,再从浇注口灌入金属熔液,冷却后,所需的零件就制成了。
熔模铸件尺寸精度较高,一般可达CT4-6(砂型铸造为CT10~13,压铸为CT5~7),当然由于熔模铸造的工艺过程复杂,影响铸件尺寸精度的因素较多,例如模料的收缩、熔模的变形、型壳在加热和冷却过程中的线量变化、合金的收缩率以及在凝固过程中铸件的变形等,所以普通熔模铸件的尺寸精度虽然较高,但其一致性仍需提高(采用中、高温蜡料的铸件尺寸一致性要提高很多)。
压制熔模时,采用型腔表面光洁度高的压型,因此,熔模的表面光洁度也比较高。此外,型壳由耐高温的特殊粘结剂和耐火材料配制成的耐火涂料涂挂在熔模上而制成,与熔融金属直接接触的型腔内表面光洁度高。所以,熔模铸件的表面光洁度比一般铸造件的高,一般可达Ra.1.6~3.2μm。
熔模铸造最大的优点就是由于熔模铸件有着很高的尺寸精度和表面光洁度,所以可减少机械加工工作,只是在零件上要求较高的部位留少许加工余量即可,甚至某些铸件只留打磨、抛光余量,不必机械加工即可使用。由此可见,采用熔模铸造方法可大量节省机床设备和加工工时,大幅度节约金属原材料。
熔模铸造方法的另一优点是,它可以铸造各种合金的复杂的铸件,特别可以铸造高温合金铸件。如喷气式发动机的叶片,其流线型外廓与冷却用内腔,用机械加工工艺几乎无法形成。用熔模铸造工艺生产不仅可以做到批量生产,保证了铸件的一致性,而且避免了机械加工后残留刀纹的应力集中。
C3P中国技术支持中心
致力于软件开发,高级分析,可扩展的产品开发经验与竞争力的本地人力资源,C3P软件为工业制造业,提供综合有效的解决方案与工程服务,在全球范围内努力实践其高标准,在线实时传递价值的目标。我们的商业愿景包括软件开发,专业化工程服务于软件集成。了解更多信息,请访问:http://www.c3p-group.com,C3P中国:http://www.c3p-group.com.cn
Latest posts by C3P中国技术支持中心 (see all)
- 离心铸造的应用范围有哪些 - 2018年12月10日
- 热裂是什么 - 2018年11月21日
- 离心铸造的方法有哪些 - 2018年11月19日
熔模铸造是什么及特点