第二篇,内浇口速度过高!
本篇通过展示一系列不合理的设计,提醒所有正在做工艺设计的兄弟姐妹,方向错了,只会距离目标越来越远!
通讯器壳体
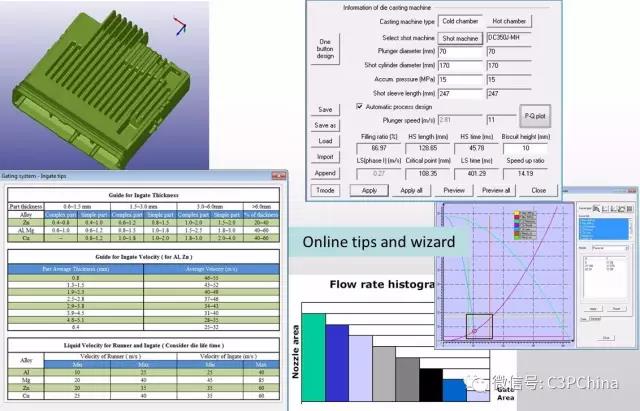
内浇口速度过高!
内浇口速度超过 75m/s,根据Cast-Designer 设计专家系统,该零件的内浇口合理速度范围是 24m/s ~ 60m/s。
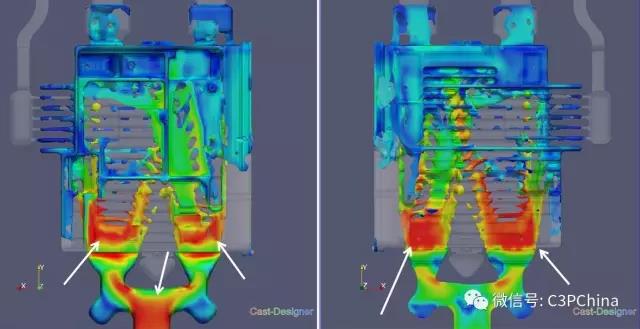
缺陷问题!
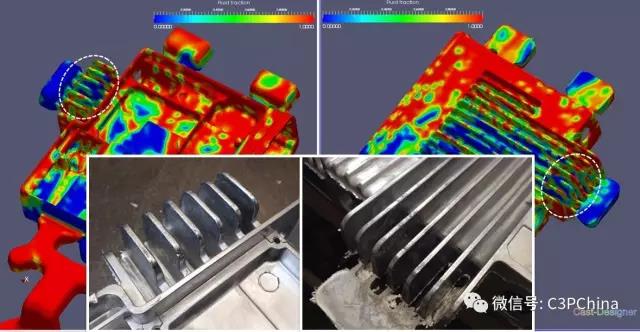
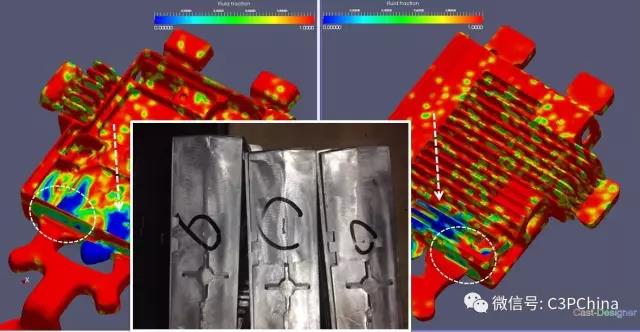
为什么会出现这样的设计错误?!
主要原因是铸造工艺参数在Excel系统中设计,又没有传递到造型中 。
目前,流道设计仍然是一项依赖“经验”的工作。工程师往往会运用书本上的一些经验公式,或通过Excel表格等工具,计算出一系列铸造的工艺参数。再通过三维CAD软件,完成造型设计。这种基于经验的设计,为铸造业带来前所未有的挑战。同时,现有的CAD软件只提供了三维造型能力,无法计算出设计所必须的铸造工艺参数,也不能把计算好的参数正确传递到CAD环境中,达到同步与联动,更不能给出流道设计方案的建议。
因此,设计师需要这样一个系统,具备完整的铸造工艺参数计算能力,同时要把计算好的参数,传递到CAD的造型过程中。一旦工艺参数发生改变,CAD造型将自动联动,同步修改。
Cast-Designer给出更为合理的设计参数:
C3P中国技术支持中心
致力于软件开发,高级分析,可扩展的产品开发经验与竞争力的本地人力资源,C3P软件为工业制造业,提供综合有效的解决方案与工程服务,在全球范围内努力实践其高标准,在线实时传递价值的目标。我们的商业愿景包括软件开发,专业化工程服务于软件集成。了解更多信息,请访问:http://www.c3p-group.com,C3P中国:http://www.c3p-group.com.cn
Latest posts by C3P中国技术支持中心 (see all)
- 离心铸造的应用范围有哪些 - 2018年12月10日
- 热裂是什么 - 2018年11月21日
- 离心铸造的方法有哪些 - 2018年11月19日
【设计错误篇】第二篇,内浇口速度过高!