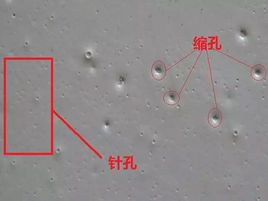
缩孔是指钢淀饶注及其他铸件烧注时凝固于铸件顶部因收缩而产生的宏观空隙缺陷。若缩孔清除不净,则在铸锭轧制成型材后在断面的中心部位辑形成皱褶或孔洞,其附近往往出现严重的疏松、偏忻及氧比物的聚集。这将严重影响材料的质量,并场造成工程构件的过度变形或断裂事故。
缩孔的形状不规则,孔壁粗糙。防止缩孔产生的条件是合金在恒温或很小的温度范围内结晶。铸件壁逐层凝固的方式进行凝固。缩孔的形成过程如图所示,液态合金填满铸型后。因铸型吸热,靠近型腔表面的金属很快就降到凝固温度,凝固成一层外壳,温度下降,合金逐层凝固,凝固层加厚,内部的剩余液体,由于缩孔形成过程 液体收缩和补充凝固层的凝固收缩,体积缩减,液面下降,铸件内部出现空隙,直到内部完全凝固,在铸件上部形成缩孔。已经形成缩孔的铸件的铸件继续冷却到室温时,因固态收缩,铸件的外形轮廓尺寸略有缩小。
1、形成原因
1)、槽液中混入异物(油分、灰尘)油漂浮在电泳槽液表面或乳化在槽液中。
2)、被涂物被异物污染(如灰尘、链上掉落的润滑油)。
3)、预处理除油不干净。
4)、电泳后冲洗时清洗液中混入异物(油分、灰尘)纯水的纯度差。
5)、烘干炉内不净或循环风内含油分。
6)、如是彩色的,槽液内颜基比失调。
7)、补给或树脂溶解不良(不溶解粒子)。
2、解决方法
1)、 在槽液循环系统加脱脂过滤袋,以除去污物。
2)、 保持涂装环境洁净,挂具要清洁,不允许带油污和灰尘的工件进入电泳槽,设置间壁。
3)、 加强预处理的脱脂工序,确保工件无污染。
4)、 保持电泳后的冲洗水质。
5) 、保持烘干室和循环热风的清洁,升温不宜过急。
6)、 保持电泳槽液的正确颜基比及溶剂含量等。
7) 、补加新漆时应搅拌均匀。
C3P中国技术支持中心
致力于软件开发,高级分析,可扩展的产品开发经验与竞争力的本地人力资源,C3P软件为工业制造业,提供综合有效的解决方案与工程服务,在全球范围内努力实践其高标准,在线实时传递价值的目标。我们的商业愿景包括软件开发,专业化工程服务于软件集成。了解更多信息,请访问:http://www.c3p-group.com,C3P中国:http://www.c3p-group.com.cn
Latest posts by C3P中国技术支持中心 (see all)
- 离心铸造的应用范围有哪些 - 2018年12月10日
- 热裂是什么 - 2018年11月21日
- 离心铸造的方法有哪些 - 2018年11月19日
缩孔产生的原因有哪些