第一篇,加速比不合理,流道设计不合理,PQ不合理!
相信已经有很多大师、老师傅,通过书本、培训班、在线视频等各种方式,传递流道设计的重要性,如何确定铸造工艺参数,PQ图的应用等经验,设计正确的流道!
我们决定反过来,展示一些不合理的设计,这些错误的经验,往往更加宝贵!
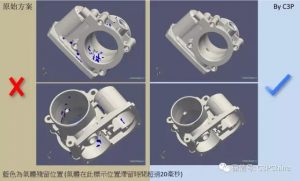
阀门类铸件,气密性要求高,内侧加工面不允许针眼或者外露孔洞。

工艺检查:
1)加速比不合理
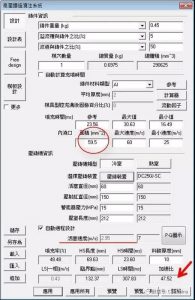
通过Cast-Designer 的设计专家系统,对铸造工艺参数进行评估,设计方案的内浇口面积为60mm^2,则加速比为47.5。高速值为3m/s,那么内浇口速度将会达到142.5m/s,完全超过了合理的速度范围,这将会形成冲蚀,降低模具的寿命。
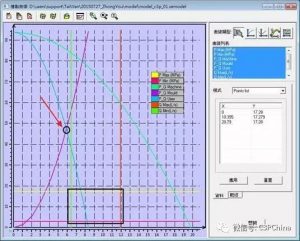
2)PQ 不合理
PQ 图表就是以压力P与流量Q为坐标,描绘出金属液充型压力和流量之间的关系。利用这个工具,可以直观地显示压铸机与铸件之间的关系。验证浇铸系统的设计及优化压铸系统的匹配。P-Q图中显示,工作点并没有落在合理的工作区间内,故此设计方案存在一定的问题。
难点与建议:
1)从厚度分布结果分析,局部位置肉厚明显。
对策:可适度使用简单厚实的流道,内浇口厚度2~3mm,流道厚度20mm以上,以利于压力的传递与保压,降低缩孔风险。
2)零件结构复杂,充填过程易出现气体包卷状态。
建议:控制低速段与高速段的速度值,控制一、二速的转换点。
3)模具得至少依赖六个结构,从顶出力的分布分析,注意控制开模的时间与顺序。
建议:在适当的位置增加内镶块,通过模具间隙跑气,降低加工面缺陷风险。
如何获得正确的流道设计?
Cast-Designer内建的专家数据库,指导铸造工艺设计参数;
输入铸件基本信息,
铸件重量:0.45 kg
溢流槽与铸件之比(%):5%(预计)
流道与铸件之比(%):50%(预计)
获得铸造工艺参数建议如下:
最长充型时间: 30 ms
最短充型时间: 16 ms
参考充型时间: 24 ms
最大内浇口速度: 60m/s
最小内浇口速度: 25m/s
内浇口面积: 200 mm2
鉴于此零件的复杂性与产品要求,对流道方案进行适度调整:
内浇口厚度:2mm
内浇口速度:35m/s
流道厚度:20mm
Cast-Designer 设计专家系统的优点:
完全实现了“经验驱动设计”,建立规范的设计标准,铸造工艺参数直接关联到设计造型中。提高首次设计的准确性和合理性。
通过工艺参数的调整,以及流道方式的改变。原始铸件内加工表面砂眼导致漏气缺陷完全得到改善。
C3P中国技术支持中心
Latest posts by C3P中国技术支持中心 (see all)
- 离心铸造的应用范围有哪些 - 2018年12月10日
- 热裂是什么 - 2018年11月21日
- 离心铸造的方法有哪些 - 2018年11月19日